by Anne Bynon, MSBE and Fariba Hurry, MS
 Introduction Process validation ensures that a process consistently produces a product that meets its specifications. It is an important component in the design, prototyping and manufacturing process and one, if done correctly, that can save a considerable amount of time, money and resources. This paper describes why a process requires validation, the three primary steps of process validation, and a common mistake to avoid in documentation.
Introduction Process validation ensures that a process consistently produces a product that meets its specifications. It is an important component in the design, prototyping and manufacturing process and one, if done correctly, that can save a considerable amount of time, money and resources. This paper describes why a process requires validation, the three primary steps of process validation, and a common mistake to avoid in documentation.
The authors are biomedical engineers with a combined 38 years of experience in the design and manufacture of medical devices. Information is taken from process validation done by Digicom Electronics, an ISO 13485:2016-certified contract electronics manufacturer1 based in Richmond, CA. Process validation is an integral part of the work performed by Digicom Electronics.
There are two main reasons for validating a process. The first is to reduce production costs of sorting and rework due to the manufacture of non-conforming products [products that do not meet their specification(s)]. The second is to meet regulatory requirements. Regulatory bodies, such as the FDA, may require process validation. The FDA's Quality System Regulation, 21 CFR (Code of Federal Regulations) Part 8202, requires medical device manufacturers to perform a process validation when the process is not fully verified by a subsequent inspection or test. An example of a process that would require validation is sealing of a sterile barrier as the strength of each seal may only be determined by destructive testing. As destructive testing of each package is not possible, the sealing process must be validated. An example of a process that would not require validation would be a cutting process in which each cut part is subsequently verified to ensure that each part meets the size requirements.
The key to a successful process validation is a thorough understanding of both the manufacturing process and the product specifications. The best way to understand the process is through process mapping. As part of its process validation, Digicom Electronics performed a process map of the surface mount process, including the pick-and-place machine and soldering equipment shown in figures 1 and 2. The process map also included all inspection points. Optical inspection (figure 3) is another integral part of the validation process.

Figure 1: Digicom Electronics' capabilities include a pick-and-place machine.
Further understanding of the process will be gained through experimentation with process parameters, including simple single process parameter experiments to the more complex DOE (Design of Experiments). This will determine which of the process variables have more impact on the product as well as how far those process variables can be varied while still producing product that meets its specifications. Performing a PFMEA (Process Failure Modes and Effects Analysis) will also identify which process parameters are critical to reducing the risks associated with process failures.

Figure 2: Digicom Electronics' soldering process provides temperature control in each zone.
The second requirement in preparation of a process validation is a set of clear product specifications. Having a "strong bond strength" is not a clear specification because it means different things to different people. Specifying a bond strength means using specific units of measure (e.g., pounds per square inch) with defined limit (e.g., a +/- range, a minimum or a maximum). Whenever possible, product specifications should include industry standards. As an electronics product manufacturer, Digicom Electronics' surface mount procedures include the requirement to meet appropriate sections of IPC-A-610 Acceptability of Electronic Assemblies.
Based on the GHTF (Global Harmonization Task Force) process validation guidance document3. a process validation consists of three sequential elements:
Each of these elements requires a pre-approved protocol with acceptance criteria and a report summarizing the results. For process validation of drug products, refer to FDA's Guidance for Industry, Process Validation: General Principles and Practices, January 20114.
The Installation Qualification ensures that all equipment has been installed correctly with applicable inputs (e.g., power or compressed air), all environmental conditions have been met (e.g., temperature or humidity or air quality), all required calibrations have been performed (e.g., pressure gauges or temperature gauges), all safety measures have been implemented and the equipment has been entered into the manufacturer's PM (Preventive Maintenance) and calibration systems to ensure proper maintenance.
The Operational Qualification demonstrates that the process produces conforming product throughout the range of process inputs, which include process parameters (e.g., temperature, pressure or time), raw material specifications, production logistics (e.g., personnel or multiple shifts) and duplicate sets of equipment where appropriate (e.g., multiple production lines). Including worst-case combinations of process parameters is critical to demonstrate that the entire range of process parameters will produce acceptable product. Training of manufacturing operators on the manufacturing procedures is also required. These procedures must be approved either by the validation team as an attachment to the Operational Qualification protocol or through the manufacturer's document control system if it allows a controlled-release of procedures prior to completion of the process validation. The Operational Qualification should reference the experiments that were performed to understand the process and the PFMEA, if applicable.
The Performance Qualification demonstrates that the process consistently produces acceptable product. Often this is interpreted as producing three lots at the nominal process parameter(s). This three-lot guidance is based on a statement in the FDA's preamble to the Quality System Regulation. Although this practice has been widely adopted by industry, the minimum number of lots required for a Performance Qualification is the responsibility of the manufacturer and should be based on the specific production logistics, such as the number of manufacturing shifts and production lines.
When the Installation Qualification, Operational Qualification and Performance Qualification have been successfully completed, it is often convenient to combine the three into a process validation package that typically includes a process validation protocol or plan. This plan identifies the three Installation Qualification, Operational Qualification and Performance Qualification protocols and includes the acceptance criteria that each of these must meet their respective acceptance criteria for the validation to be acceptable. The process validation report identifies the three Installation Qualification, Operational Qualification and Performance Qualification reports and concludes the final status of the process validation. The inspection process must also be validated to ensure that it consistently accepts conforming product and rejects nonconforming product.
It is the gauge or measuring device to determine the adequacy of other processes. The inspection process should generally be one of the first processes to be validated as it indicates the success or failure of other processes. Inadequate inspection processes cannot support accurate validation of other processes.
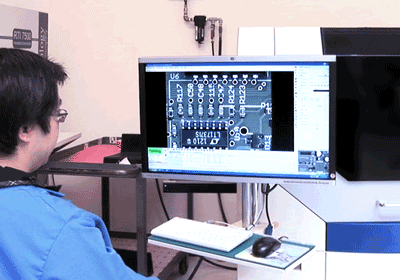
Figure 3: Digicom Electronics' optical inspection process shown here was validated to identify the correct part and its placement.
First, investigate the failure and determine the root cause. For example, if the nonconforming product was associated with a specific manufacturing operator, possible root causes may include inadequate training, inadequate procedures or inadequate process (e.g., lack of jigs or fixtures). Address the root cause by appropriate means, such as conducting training, revising the procedure or implementing process changes. If the failure was associated with a specific process parameter, determine if there is a smaller range of the process parameter that does produce conforming product. If so, then revise the process to reduce the range in the appropriate process parameter. After the root cause has been addressed, revise the appropriate protocol (if required) and repeat the appropriate runs to demonstrate that conforming product will be produced.
Although beyond the scope of this paper, the sample size depends on the type of data: attribute or variable. For attribute data, there are only two states: pass or fail. For variable data, there is a measurable acceptance range (e.g., minimum 12 psi). In general, the sample size for attribute data is larger than for variable data.
Attribute sampling is based on the confidence level and quality level. For example, to be 95% confident of a minimum 95% yield, the minimum sample size would be 58.4 units, which is rounded up to 59 units.
Variable sampling is based on the confidence level, quality level and 'k' factor of the process. For example, to be 95% confident of a minimum 95% yield with a 'k' factor for this process of 3.33, the sample size would be 8 units. As it is highly unlikely that 8 samples will produce a 'k' factor of exactly 3.33, it is recommended to slightly increase the sample size. For additional information on sample size determination, refer to "Introduction to Statistical Quality Control"5.
Additionally, the confidence and yield requirements generally increase when associated with process parameters that are linked to failure modes that are associated with increased risk.
Based on our experience, the most common mistake is to start any of the three elements, Installation Qualification, Operational Qualification, or Performance Qualification, prior to the approval of the corresponding protocol. This is eliminated by including adequate time for approvals during the planning stage of the project. The FDA may issue a Form 483 if they detect this during an inspection, which is easy to identify by comparing the dates of approval on the protocol with the dates of execution on the manufacturing data sheets.
When working with products that can't be validated individually, it is important to employ process validation procedures to avoid product failures down the road and the time, expense and often serious consequences of failures in the field. This is especially true of medical devices where failures could result in injury or loss of life. When selecting a contract manufacturer as a manufacturing partner, is important to ensure that they are ISO 13485:2003-certified and that they have personnel in place who understand and can implement the process validation protocols.
Anne Bynon is an independent consultant with over 20 years of experience working with medical device manufacturers to provide solutions to engineering and quality challenges.
Fariba Hurry is an independent consultant with over 18 years of experience in the medical devices field, including R&D, manufacturing and technical sales of cardiovascular products.
"Digicom Electronics and CASPER'S Technology Open Endless Possibilities for Astronomy and Aerospace Innovation and Collaboration."
Today, CASPER technology powers over 45 scientific instruments worldwide. A significant contribution to these innovations comes from Digicom Electronics and its ROACH system. Read it here.
"Process Validation 101," an important component in the design, prototyping and manufacturing process and one, if done correctly, that can save a considerable amount of time, money and resources. Free white paper.
"Cleanliness of PCB Assemblies Leads to Medical Device Reliability," is now available for download.
 Digicom Supports the Return of Electronic Assemblies Manufacturing Onshoring with Prioritized Intellectual Property Protection. Digicom is well positioned to support the ongoing trend to onshore electronics manufacturing back to America. Read more here
Digicom Supports the Return of Electronic Assemblies Manufacturing Onshoring with Prioritized Intellectual Property Protection. Digicom is well positioned to support the ongoing trend to onshore electronics manufacturing back to America. Read more here

Digicom's ROACH System Captured the Data that Enabled Scientists to See the First Image of a Black Hole. Digicom has worked with the Collaboration for Astronomy Signal Processing and Electronics Research (CASPER), the Event Horizon Telescope (EHT) project, the University of California Berkeley, and many other institutes, researchers, engineers, and scientists from around the world for more than a decade. Read more here
 Digicom Electronics Introduces Portable, Lightweight, 400 Hz Power Converter for On-site Aircraft Maintenance. Digicom Electronics Introduces Portable, Lightweight, 400 Hz Power Converter for On-site Aircraft Maintenance. Details here
Digicom Electronics Introduces Portable, Lightweight, 400 Hz Power Converter for On-site Aircraft Maintenance. Digicom Electronics Introduces Portable, Lightweight, 400 Hz Power Converter for On-site Aircraft Maintenance. Details here
 Digicom Electronics announces it has received aerospace cerfication AS9100:2016 (RevD) & ISO 9001:2015, and is one of the first EMS companies to achieve it. Learn more
Digicom Electronics announces it has received aerospace cerfication AS9100:2016 (RevD) & ISO 9001:2015, and is one of the first EMS companies to achieve it. Learn more
Closing the gap to deliver excellence.

AS9100:2016 Rev D, ISO 9001:2015, ISO 13485:2016, 21 CFR 820, ITAR Certified, and Small Business Certified.
Digicom Electronics, Inc.
7799 Pardee Lane
Oakland, CA 94621
Phone +1 (510) 639-7003
Email info@digicom.org
![]()
![]()
![]()
![]()
![]()
![]()
© 2024 Digicom Electronics, Inc.
All Rights Reserved.
Privacy Policy | Sitemap